- Введение в плазменную резку высоколегированных сталей
- Принцип работы плазменной резки
- Особенности резки высоколегированных сталей
- Преимущества и недостатки технологии плазменной резки
- Плюсы
- Минусы
- Автоматизация процесса раскроя листового материала
- Ключевые компоненты автоматизации
- Обзор популярных методов автоматизации
- Примеры промышленного использования и статистика
- Мнение автора
- Рекомендации по выбору оборудования и методов
- Заключение
Введение в плазменную резку высоколегированных сталей
Плазменная резка — это высокотехнологичный метод раскроя листового металла, особенно распространённый в работе с высоколегированными сталями. Данные сплавы, которые содержат никель, хром, молибден и другие легирующие элементы, обладают высокой коррозионной стойкостью, жаропрочностью и механическими свойствами. Эти качества делают их незаменимыми в аэрокосмической, энергетической и химической отраслях, однако усложняют процессы раскроя за счёт повышенной твердости и склонности к термическим деформациям.
Плазменная резка позволяет добиться высокой точности и качества реза за счёт использования высокотемпературной плазмы, формируемой ионизированным газом. При этом снижается воздействие на структуру стали и минимизируются зоны термического влияния.
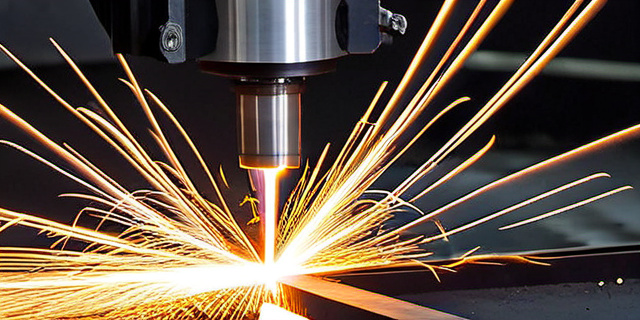
Принцип работы плазменной резки
Технология основана на генерации плазменного луча с температурой, достигающей 20,000 °C. При прохождении ионизированного газа через узкую сопловую насадку создаётся сверхгорячий и узконаправленный поток, способный быстро и точно проплавлять металл.
- Источник плазмы: ионизированный газ (аргон, азот, кислород и их смеси).
- Анод и катод: электроды, создающие электросдугу.
- Сопло: сужает и формирует плазменный поток.
Особенности резки высоколегированных сталей
Высоколегированные стали, например, austenitic stainless steel (нержавеющая сталь austenitic типа 304 и 316), устойчивы к окислению, но сложны для резки. Для получения качественного реза необходимо правильно подбирать параметры:
| Параметр | Описание | Примерное значение |
|---|---|---|
| Скорость резки | Оптимальный баланс между качеством реза и производительностью | 2-5 м/мин для стали толщиной до 10 мм |
| Ток плазмы | Влияет на глубину и скорость реза | 60-120 А |
| Газ резки | Выбор газа влияет на качество кромки и скорость | Аргон + водород для аустенитных сталей |
| Высота резака | Расстояние между соплом и металлом | 1-2 мм |
Преимущества и недостатки технологии плазменной резки
Плюсы
- Высокая скорость обработки даже толстолистовой стали
- Отсутствие механического воздействия на материал
- Минимальная зона термического искажения
- Возможность резки сложных форм и тонких линий
Минусы
- Высокие требования к настройкам оборудования
- Необходимость исходного материала с ровной поверхностью
- Относительно высокий расход газов и электричества
Автоматизация процесса раскроя листового материала
Современные производственные линии всё чаще используют автоматизированные системы для раскроя листового металла, что позволяет существенно повысить эффективность и снизить потери материала.
Ключевые компоненты автоматизации
- Системы ЧПУ (числового программного управления): управление движением реза с высокой точностью.
- Программное обеспечение для оптимизации раскроя: автоматический расчет расположения деталей на листе с целью минимизации отходов.
- Роботизированные манипуляторы и транспортёры: автоматизация подачи и съема листов/деталей.
- Датчики контроля качества: мониторинг качества реза в режиме реального времени.
Обзор популярных методов автоматизации
| Метод | Описание | Преимущества | Примеры применений |
|---|---|---|---|
| Автоматизированные программы nesting | Оптимизация расположения деталей для минимизации отходов | Экономия материала до 15-30% | Промышленные предприятия металлообработки |
| Роботы-загрузчики и выгрузчики | Автоматическая подача листов и сбор готовых изделий | Уменьшение человеческого фактора, повышение безопасности | Крупные производства: авиация, машиностроение |
| Системы контроля иvision-системы | Камеры и датчики для проверки точности реза и дефектов | Снижение брака и возвратов | Электронная промышленность, оборудование |
Примеры промышленного использования и статистика
Согласно исследованиям рынка металлообработки, автоматизированная плазменная резка позволяет сократить расходы на сырье в среднем на 20% и увеличить производительность до 40%. Например:
- На заводе по производству турбинных лопаток в России внедрение ЧПУ-плазмореза с автоматической системой подачи и оптимизации раскроя снизило брак на 25% всего за один год.
- В Китае крупное предприятие металлоконструкций, специализирующееся на высоколегированных сталях, благодаря автоматизации процесса раскроя увеличило скорость производства на 35% при сохранении качества реза.
Стоит отметить, что успешное внедрение таких систем требует обучения персонала, а также инвестиции в техническое оснащение и ПО.
Мнение автора
«Автоматизация процессов резки, особенно с использованием высокотехнологичных плазменных систем, — это неизбежный шаг для крупных и средних предприятий, стремящихся к конкурентоспособности. Не стоит бояться инвестировать в современные решения, так как они окупаются через повышение качества продукции и снижение затрат на сырье и ремонт оборудования.»
Рекомендации по выбору оборудования и методов
- Выбирайте оборудование с модульной конструкцией для возможности дальнейшей модернизации.
- Инвестируйте в обучение операционного персонала и техническую поддержку.
- Тестируйте различные режимы резки на вашем материале перед запуском крупносерийного производства.
- Используйте программные решения для оптимизации — экономия материала и времени всегда будет оправдана.
Заключение
Плазменная резка высоколегированных сталей представляет собой эффективный и современный метод обработки, который позволяет реализовать высокие требования к точности и качеству. Автоматизация процесса раскроя листового материала значительно улучшает производственные показатели, снижая издержки и повышая конкурентоспособность предприятий.
Сочетание инновационных технологий плазменной резки и комплексной автоматизации — залог успеха в современных условиях металлургической и машиностроительной отраслей. При правильном подходе это решение превращается в эффективный инструмент для достижения максимальной производительности и высокого качества продукции.